- Сварка полуавтоматом для новичков
- Классификация полуавтоматов
- Тип прибора
- Выбор проволоки
- Защита сварного шва
- Способы перемещения
- Подключение к электрической сети
- Подача проволоки
- Устройство полуавтомата
- Принцип работы
- Проволока для сварки
- Подготовка
- Технология процесса
- Преимущества
- Различия от ручной сварки
- Обучение
Сварка полуавтоматом для новичков
Прогрессивным способом соединения металлических изделий является сварка полуавтоматом. Этот метод упрощает работу, повышает эффективность процесса, позволяет получить качественное соединение и снижает вероятность появления дефектов. Для его применения необходимо приобрести специальное оборудование — полуавтомат.
Для начинающих, работа на сварочном полуавтомате не требует больших затрат, однако она возможна только после освоения теоретических знаний. В первую очередь необходимо изучить принцип работы устройства, различные режимы и технологию процесса. Это можно сделать самостоятельно или под руководством опытного наставника. Кроме того, существуют специальные курсы, где проводится теоретическое и практическое обучение.

Классификация полуавтоматов
Классификация полуавтоматов осуществляется на основе различных признаков.
Тип прибора
Один из основных признаков классификации — тип корпуса прибора. Если все компоненты находятся в одном корпусе, то такой прибор относится к категории однокорпусных моделей. В двухкорпусных моделях сварочная горелка, механизм подачи проволоки и пульт управления расположены в одном блоке, а источник тока с аппаратурой для регулирования пуска находятся во втором блоке.
Выбор проволоки
В полуавтоматическом сварочном аппарате можно использовать два типа проволоки: алюминиевую или стальную. Существуют универсальные устройства, которые позволяют работать с любым из этих видов проволоки.
Защита сварного шва
Защита сварного шва может осуществляться тремя способами: с помощью слоя флюса, в защитных газах или с использованием порошковой проволоки. Наиболее распространенным методом является использование защитных газов. Важно отметить, что порошковую проволоку также можно применять в газовой среде.
Способы перемещения
Для массового производства применяются стационарные устройства. В быту и для выполнения работ на выезде удобнее использовать переносные полуавтоматы. Передвижные аппараты оснащены шасси с колесами, что позволяет легко перемещать их.
Подключение к электрической сети
Однофазные полуавтоматы с небольшой мощностью можно подключать к обычной розетке. Для трехфазных аппаратов требуются специальные разъемы.
Подача проволоки
В случае использования толкающего типа, проволока подталкивается в сварочную горелку с помощью привода. В то же время, в конструкции с тянущим типом привод находится в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. Стоит отметить, что существует гибридный тип, который сочетает в себе и тянущую, и толкающую подачу проволоки.
Устройство полуавтомата
Для более глубокого понимания процесса сварки полуавтоматом необходимо изучить его устройство.

Основные компоненты аппарата:
- Корпус.
- Источник энергии.
- Управляющий блок.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель для подключения к «массе».
- Шланг для подачи газа.
- Емкость с инертным газом.
Можно приобрести дополнительные аксессуары, такие как защитный экран или стойку для рукава.
В качестве источников питания для полуавтоматических аппаратов, которые обычно работают на постоянном токе, используют инверторы или выпрямители. Предпочтительными являются инверторы, но их стоимость значительно выше.
Сварочный шланг — это гибкая трубка, которая используется для подачи газа, проволоки и охлаждающей жидкости на место сварочных работ. Один конец шланга соединяется с сварочным аппаратом, а другой конец — с газовой горелкой. Внутри сварочного шланга проходит проволока, которая необходима для сварки. Охлаждающая жидкость присутствует только в некоторых моделях шлангов. Чем длиннее шланг, тем больше возможностей для сварки в труднодоступных местах. Для подключения шланга используется стандартный евро-разъем.

В центре находится большой штуцер, который предназначен для вывода проволоки. Рядом с ним расположен маленький штуцер, который служит для подачи газа. Верхние два контакта необходимы для переключения режимов работы. Внизу подключены провода, которые используются для подачи электрического тока.
К горелке подсоединен шланг, через который проходят все провода и трубки. Основные компоненты горелки — рукоятка и выходящая из нее направляющая трубка.

На рукоятке есть переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник и сопло. Контактный наконечник является сменной деталью, так как он разный для каждого диаметра проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь разные размеры. Устройство, подающее проволоку, включает механизм с роликовой подачей. На роликах есть канавки для разных диаметров проволоки. Электродвигатель отвечает за вращение. Регулировка натяжения проволоки производится вручную.
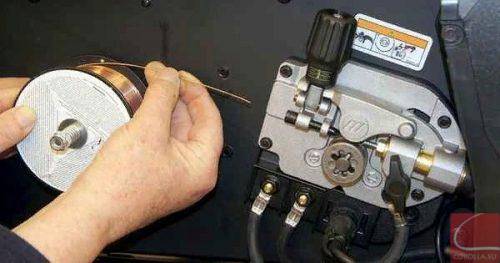
Для сварки порошковых проволок используются ролики. Их количество может быть два или четыре. Это основные компоненты полуавтоматической сварки.
Принцип работы
Теория полуавтоматической сварки заключается в следующем. Основное отличие заключается в использовании сварочной проволоки вместо электродов, которая непрерывно подается в зону сварки.
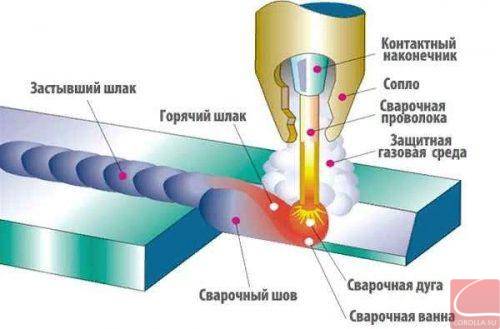
Сваривание с использованием полуавтоматических аппаратов может осуществляться при использовании углекислого газа (MAG) или инертного газа (MIG). Технология сварки полуавтоматом с использованием углекислого газа или инертных газов предусматривает регулировку расхода проволоки на сварочном аппарате. Проволока проходит через отверстие в контактном наконечнике и образует дугу с свариваемой деталью. Под воздействием высокой температуры металл начинает плавиться, образуя сварочную ванну, которая перемещается вместе с горелкой. По мере охлаждения сварочного шва он постепенно застывает.
Для создания облака газа с определенной формой и плотностью используется сопло. Газ поступает в сопло через рассеиватель, который находится на месте крепления контактного наконечника.
Понятно, как работает сварочный полуавтомат с использованием газа. Однако есть вариант без его применения. В этом случае используется специальная проволока, которая представляет собой тонкую трубочку с флюсом внутри.
Поскольку флюс имеет порошковую структуру, проволоку также называют порошковой. При сварке флюс сгорает и выделяет газ, создавая защитную среду. Для новичков сварка полуавтоматом без газа является хорошим и более простым способом ознакомиться с особенностями процесса. Однако для ответственных конструкций предпочтительна сварка с использованием газа.
Проволока для сварки
Вместе с широким использованием полуавтоматических сварочных аппаратов, промышленность начала производить различные виды проволоки для них. Правильный выбор проволоки повышает эффективность сварочного процесса и улучшает качество шва. Важным аспектом является также повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди множества разновидностей марок, только некоторые из них находят постоянное применение. Остальные являются специализированными.
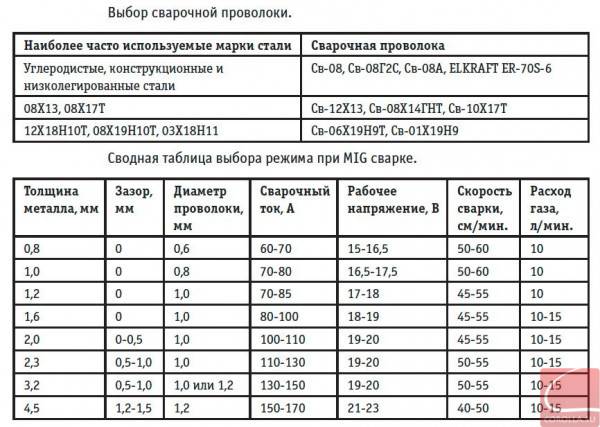
Химический состав и толщина свариваемых металлов определяют тип, диаметр и марку проволоки. Состав проволоки должен соответствовать характеристикам материала. Поэтому проволоку можно разделить на три основных вида: низкоуглеродистую, легированную и высоколегированную.
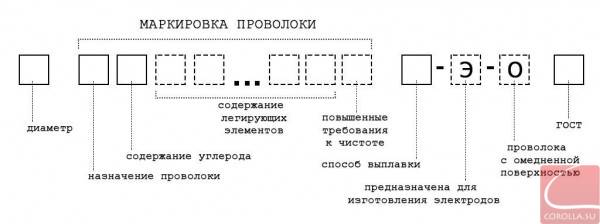
Марка проволоки указана на ее маркировке. Буквы и цифры обозначают состав и процентное содержание элементов. Если проволока содержит меньше вредных веществ, таких как сера и фосфор, то в конце маркировки будет буква «А». Если в маркировке есть две буквы «АА», это означает, что металл очень чистый.
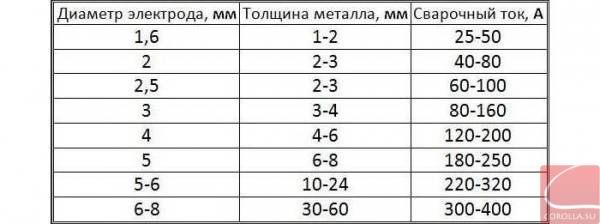
Для сварки полуавтоматом используют проволоку с диаметром от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Например, если толщина деталей составляет 3-5 мм, то диаметр проволоки не должен превышать 2 мм. Кроме того, выбор проволоки также зависит от выбранной силы тока. Для экономии материала в процессе сварки необходимо контролировать его расход. Этот расход зависит от состава свариваемого металла, диаметра проволоки и ее качества.
Подготовка
Перед началом сварки с использованием полуавтомата, необходимо выполнить предварительные мероприятия. Они начинаются с настройки сварочного полуавтомата. Для этого необходимо выбрать оптимальное значение силы тока и установить его на аппарате.
После этого регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом образце металла. При грамотной настройке должен получиться плотный и ровный шов.
Затем настраивается оптимальное значение расхода газа. Если его будет недостаточно, в сварочном шве появятся поры. Верхней границы значения не существует, но при чрезмерно большом расходе газ будет уходить в атмосферу бесполезно, что приведет к увеличению расходов. При недостаточно качественном шве следует произвести перенастройку.
Затем необходимо проверить, достаточно ли газа для создания рабочего давления находится в баллоне. Рабочее давление позволяет обеспечить надежную защиту ванны в зоне проведения работ. Затем нужно определиться с полярностью.

После выбора полярности нужно подключиться к соответствующей клемме. Прямую полярность можно достичь, подключив сварочный кабель к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов используется проволока, а процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. Если нагрев будет недостаточным, то кромки не расплавятся должным образом и не смешаются с присадочным материалом. Если температура будет слишком высокой, то металл начнет кипеть и испаряться.
Существуют два вида приемов сварки полуавтоматом. Первый вид заключается в выполнении непрерывного шва от начала до конца. Второй метод предусматривает использование точечной сварки. Сварочные точки размещаются через одинаковые интервалы.
Технология сварки имеет свои особенности, зависящие от толщины металлических деталей, типов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, особенно если они находятся в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то разделка кромок может быть опущена. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить за тем, чтобы ось горелки не отклонялась от вертикали.
При выполнении сварки угловых и тавровых соединений деталей с использованием полуавтоматического прибора рекомендуется устанавливать их в специальное положение, напоминающее форму лодки. Для сварки тонких нахлесточных соединений можно использовать медную или стальную подкладку и выполнить сварку за один проход. Если толщина деталей превышает 1,5 мм, то можно провести сварку на весу, осуществив несколько проходов.
Правила сварки полуавтоматическим способом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна сварщику. Для этого проволоку необходимо держать прямо или под небольшим углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Расчет зазора проводится по формуле — 10% от толщины элементов. Важно поддерживать постоянный зазор во время всего процесса сварки.
- Если используется подкладка, то ее следует поместить снизу на свариваемые детали, обеспечивая плотное прилегание.
- Для уменьшения разбрызгивания раскаленного металла необходимо следить за значением тока и величиной дуги.
- При сварке тонкой проволокой рекомендуется проводить ее вдоль шва. Если диаметр крупный, можно использовать колебательные движения для разогрева кромок.
Настройка оборудования зависит от его модели. Перед началом работы обязательно ознакомьтесь с инструкцией по эксплуатации.
Сварка в целом, и сварка полуавтоматом в частности, является сложным искусством, требующим терпения. Не стоит сразу стремиться к установлению рекордов. Начинающим рекомендуется потренироваться на простых деталях, чтобы освоить технику сварки полуавтоматом.
Преимущества
Полуавтоматическая сварка имеет ряд преимуществ:
- Простота использования;
- Высокая производительность;
- Возможность сварки в любом пространственном положении;
- Минимальная деформация шва;
- Возможность сварки тонких соединений;
- Низкая чувствительность к загрязнениям и ржавчине;
- Сварка с медной проволокой не повреждает цинковые покрытия;
- Получение высококачественного шва.
Однако недостатком является улетучивание газовой защиты при сквозной сварке. Относительная простота управления процессом делает полуавтоматическую сварку доступной для начинающих.
Различия от ручной сварки
Автоматическая сварка и полуавтоматическая сварка имеют много общих черт, но также существенно отличаются от ручного метода. Основное отличие автоматической сварки от полуавтоматической заключается в том, что полуавтоматический метод осуществляет механическую подачу проволоки, которая выполняет функцию электрода, на рабочее место, но затем ее перемещают вручную. Это позволяет правильно формировать шов и контролировать его качество.
Автоматическую сварку рационально использовать при массовом или крупносерийном производстве. Иногда на форумах по сварке возникает вопрос о том, как сваривать полуавтоматом с использованием электродов. Опытные сварщики отвечают, что для этого необходимо существенно модифицировать сварочный аппарат, но и это не гарантирует получение качественного шва.
Обучение
Для освоения навыков полуавтоматической сварки предлагаются специальные курсы. Обучение включает как теоретические, так и практические занятия. Ученик может выбрать индивидуальное расписание обучения, чтобы удобно сочетать его с другими делами. Кроме того, на курсах можно получить всю необходимую информацию о сварке полуавтоматом. После завершения обучения необходимо пройти экзамен, чтобы доказать, что все полученные знания усвоены.
По окончании курсов выдается удостоверение, которое подтверждает пройденные предметы и практические занятия, а также присваивает звание «Электрогазосварщик». Также возможно получение международного диплома, который позволит применять полученные навыки в других странах.
Изучение процесса сварки полуавтоматом позволяет ознакомиться с различными типами полуавтоматических аппаратов, выбором режима сварки и диаметра проволоки, а также с технологией самого процесса сварки. Прохождение теоретических уроков по теме «сварочные полуавтоматы» поможет разобраться в обозначениях используемых материалов и маркировке проволоки. Основы сварки полуавтоматом включают в себя информацию о структуре полуавтоматических устройств, принципе их работы, обеспечении безопасности сварщика, подготовительных работах и выборе режимов сварки.
На обучающих курсах есть возможность не только овладеть всеми навыками сварки полуавтоматом, но и применить полученные знания на практике. Занятия проводятся под руководством опытного наставника, который поможет исправить ошибки и объяснит методы их устранения. Групповые занятия имеют свои преимущества, так как на них можно услышать вопросы других учеников и получить правильные ответы. Во время практических занятий важно внимательно слушать анализ всех ситуаций, из которых можно извлечь много полезной информации.
Уроки сварки полуавтоматом проводят эксперты с большим опытом. Эта профессия востребована и хорошо оплачивается. Курсы также доступны для сварщиков, желающих повысить свою квалификацию. Обучение на специализированном курсе поможет разобраться в том, что такое сварка полуавтоматом. Полученные знания позволят легко читать чертежи и разбираться в технологических материалах.